激光打标机中的多工位加工模块功能
“多工位加工模块”主要用于在固定的物体上将同一内容标刻在不同的位置,根据要标刻位置的不同而设定不同的坐标,以实现在各个工位上的打标动作;当然,此功能也可用于其他方面。
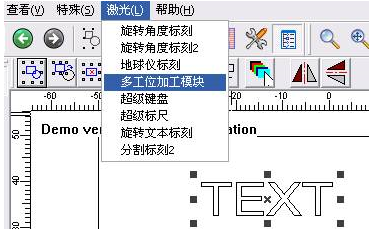
在激光打标机软件中绘制出要标刻内容并将图形放置到原点位置,点击菜单栏上的“激光”按钮,选择下拉菜单中的“多工位加工模块”,如下图8-13:
图8-13 多工位加工模块 |
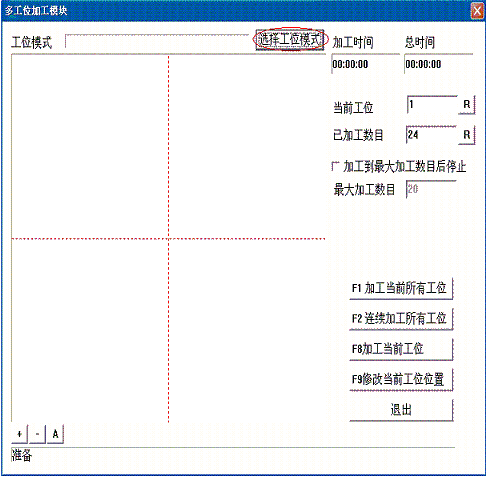
“多工位加工模块”对话框如下图8-14所示:
图8-14 多工位加工模块对话框 |
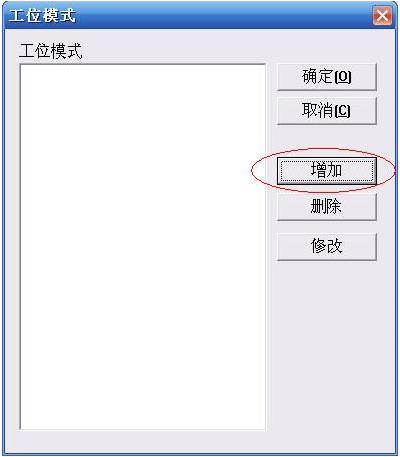
点击“选择工位模式”按钮,弹出如下图8-15所示对话框,增加或者修改“工位参数”:
图8-15工位设置对话框 |
下面以“新增工位类型”为例,说明“多工位加工模块”的使用:
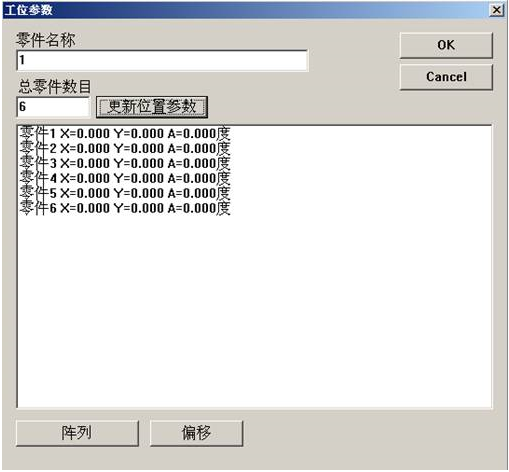
首先点击“增加”按钮,增加一个新的“工位类型”,会出现如下图8-16对话框:
图8-16 工位参数 |
其中:
工位名称:自己定义该工位的工位名称;
总工位数目:也可以说是要标刻内容的数目,即有多少个工件要标刻或者同一工件上要标刻多少个同一内容;当使用阵列时根据阵列数目显示
阵列:可直接确定成阵列模式显示的内容的位置,点击后显示对话框如下
|
图8-17 多工位阵列 |

各部分含义与修改中的阵列相同,其中,横向、纵向间距指的是按偏移距离。
:勾选后,阵列的偶数行旋转180°,
偏移:点击后出现对话框8-18,可移动所有位置的x、y
|
图8-18 多工位偏移 |
当“工位数目”设定好后,点击“更新位置参数”,下面的文本框就会出现每个工位对应的具体位置如图8-16所示,根据实际需要改变每个工位的位置(坐标)以及旋转角度,双击“工位1”的参数(即最左上角的图形),会出现如图8-19所示对话框:
图 8-19工位修改参数对话框 |
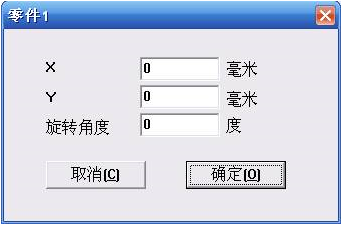
X坐标:该工位1内容相对于“工作空间中心”的X坐标;
Y坐标:该工位1内容相对于“工作空间中心”的Y坐标;
旋转角度:要标刻的图形在此工位下以逆时针方向旋转的角度(顺时针旋转可写负值);
设定完成后点击“确定”确认完成,返回“工位参数”对话框,进行工位2的设置,直到将所有工位设置完成后,点击图8-19中“确定”按钮。
以上设置都完成后,点击“确定”按钮,返回到“多工位加工模块”对话框就能够预览到我们刚才的设置内容了。若其中有错误的位置,可以依次点击“选择工位模式”——“修改”按钮,将出错的工位做出修改后点击“确定”按钮进行确认,再点击“确定”关闭“工位参数”对话框。
“多工位加工模块”中,参数及按钮功能介绍如下:
当前工位:当前将要加工的工位,可以人为更改,以做指定工位标刻;
已加工数目:已标刻内容的数目,反映到多个元件时为元件数目;
加工到最大加工数目后停止: 勾选此项时,当激光器标刻到指定的最大加工数目时则停止标刻,此时会出现提示对话框“已加工完指定的最大加工数目”;
最大加工数目:设定加工数目的最大值;
F1加工当前所有工位:加工本组工位所有内容;
F2连续加工所有工位:对本组工位做连续加工;
F8加工当前工位:只加工当前指定的工位一次;
F9修改当前工位位置:修改当前指定的工位XY坐标及旋转角度;
提示:
激光打标机软件以左上角第一个工位作为“工位1”,从左到右依次为“工位2”、“工位3”...
做工位设置时,将内容放到中心可更准确定位其中坐标;
本文链接:https://goldlaser.cn/news/743.html 转载需授权!